 中文版
中文版 English
English



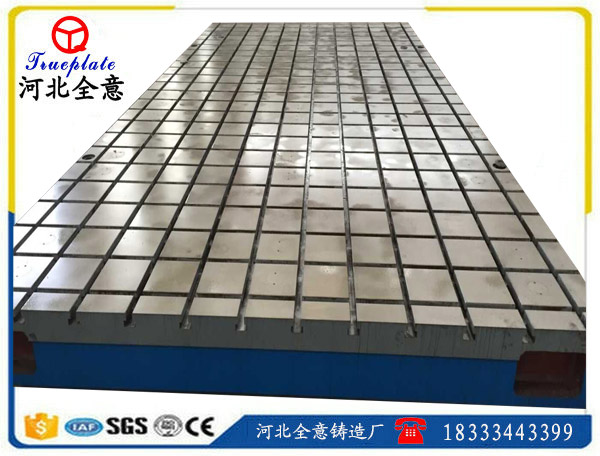
橫豎T型槽平臺—疊片式刀片T型刀加工
橫豎T型槽平臺,橫豎T型槽試驗平臺,鑄鐵T型槽裝配平臺-河北全意鑄造廠,免費提供T型槽試驗平臺方案,T型槽裝配平臺圖紙,鑄鐵平臺,T型槽平臺的實時報價.咨詢熱線:18333443399.
相信有很多做加工的朋友都見過橫豎T型槽平臺,有些人還做過。但是我們接下來分享的這個T型槽,也蠻簡單的。因為做批量,考慮到加工效率,一次性T多個T型槽,節(jié)約成本和時間,我們會定制一種非標(biāo)T型刀,這種刀具是根據(jù)你所加工的T型槽參數(shù)定制的特殊刀具:
下面就讓我們一起來欣賞吧:
T型槽徑向?qū)挾?mm,高度2mm,共6個槽,T型槽平臺,每個槽與槽的間隙2mm.
這個程序好做,主要就是定制好刀具。
先我們把刀具定制好:
T型刀的直徑25mm,頸部直徑12,長度2mm,再進入刀柄設(shè)置,刀柄直徑25mm,刀柄長度2mm,入夾持器設(shè)置,需要添加多個夾持器:
T型槽平臺:夾持器1下直徑12mm,長度2MM,上直徑12mm。夾持器2下直徑25mm,長度2MM,上直徑25mm。
后面依次類推,想要多幾個刀片,就多添加幾個夾持器。(注:此做法,只是讓刀具直觀的在程序中顯示出來。如果比較懂的話,就不需要這樣設(shè)置)具體請看下圖:
接下來我們就做程序:
我們采用“平面銑” ,走線方式,邊界只需要選一根部的內(nèi)側(cè)邊界線,底面選擇下面的T型槽底面,用輪廓加工方式,步距用恒定的,每刀往內(nèi)測進刀0.5,下面多附加幾刀就行了(具體附加多少刀?根據(jù)T型槽的徑向?qū)挾群蛢?nèi)測進刀而定)
在CNC加工中xin上進行T型槽加工相對于普通銑床,可能成本大,加工效率不高,且容易造成T型刀折斷,因為程序控制CNC機器是沒有手感的,你懂的啊。但是CNC加工中xin加工出來的T型槽位置準(zhǔn)確,精度光滑度很好,而且很減少了裝夾次數(shù)和搬運次數(shù),因此T型槽加工在CNC加工當(dāng)中被廣泛使用。
鑄鐵T型槽平臺:T型刀的材質(zhì)分為高速鋼和合金,合金比高速鋼耐磨耐高溫,當(dāng)然價格也是比高速鋼貴的,你懂的啊。
加工材料45號鋼,以每刀吃0.2mm為例,合金T型刀的轉(zhuǎn)數(shù)一般給1000,進給400,高速鋼600,進給250,這些參數(shù)僅供參考,因為影響的因素很多,也可以問問模具車間的師傅,或者是問問廠家參考一下.
UG NX加工設(shè)置參數(shù):適合用2D加工
1.切削模式選擇輪廓
2.步距選擇恒定
3.附加刀路等于T槽深度除以每刀吃刀深度
4.主軸轉(zhuǎn)速1000,進給率400,進刀和退刀跟進給一樣的速度
5.進刀和退刀長度等于刀具直徑60%



